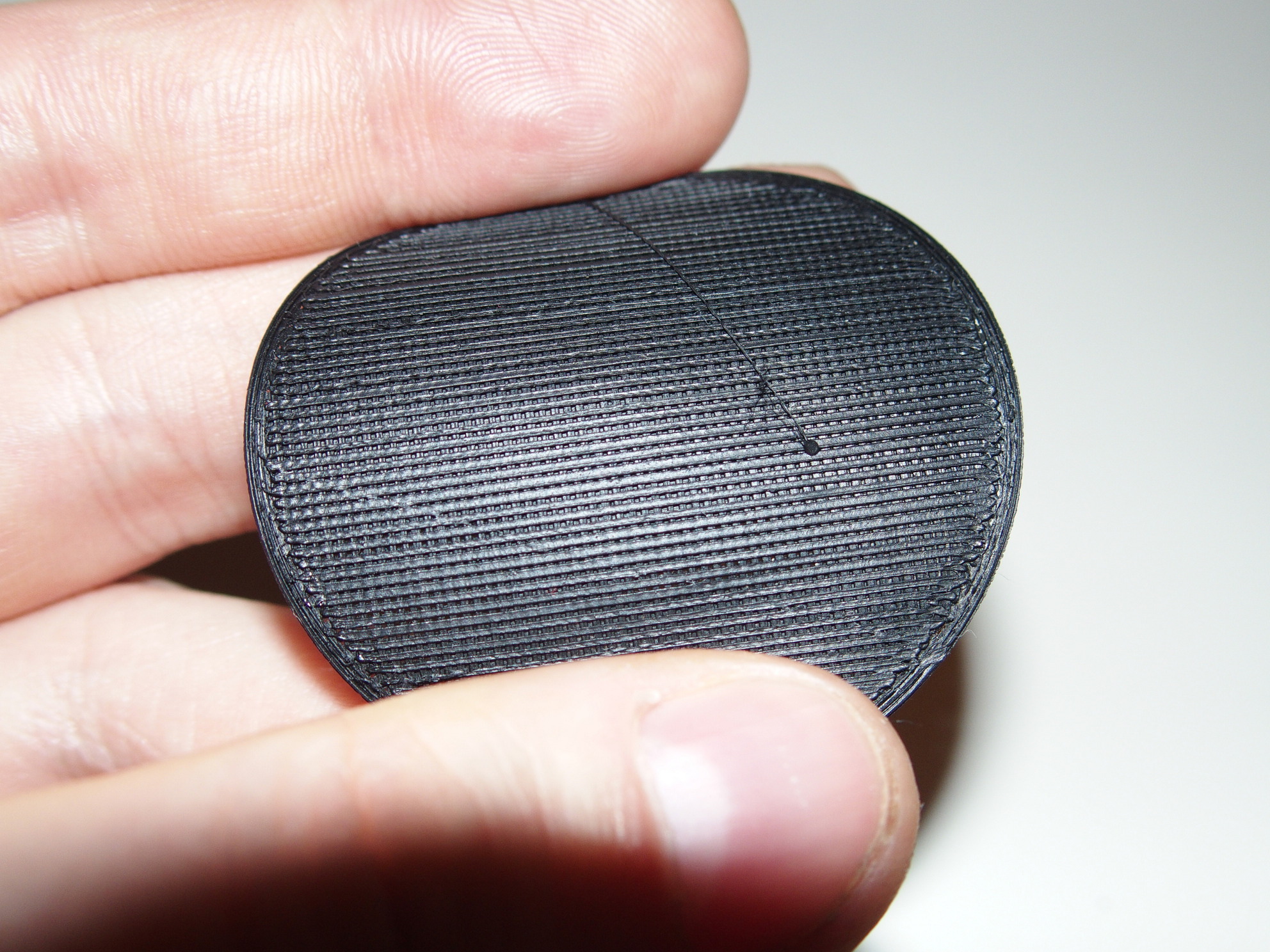
Teď bych potřeboval poradit já. Snažím se tisknout z TPE88 od Plastů Mladeč, a mám problémy s tloušťkou čar: tiskárna mi vytlačuje málo materiálu. Tohle je třetí vrstva když jsem nastavil 125 % extruzi:
První vrstvu mi slicer dovolí dát až 200 %, tohle je tištěné na 140 % a je to skoro dobré. Další vrstvy nemůžu nastavit na víc než 125 %.
Na tiskárnu jsem si dodělal držák cívky, filament je vedený shora přímou čarou do extrudéru, tiskárna má přímý extrudér. Zkoušel jsem zvýšit teplotu, trošku to pomohlo (předchozí tisk byl ještě horší), tohle je tištěné na 245 °C, víc si netroufnu (teflonové trubičky v hotendu).
Tiskárna je Flashforge Dreamer. Bohužel jsem odkázaný na slicer od výrobce tiskárny, nepohlídal jsem si při nákupu že používají standardí G-code, mají nějaký vlastní dialekt :-(.
Napadá vás co s tím?