PECA: Mám vytištěno :) Ale to neřeší zavádění přímo do selectoru - ty hrábě sice přitlačí kolečko a mohu tlačit na filament aniž bych kolečko vyndal (
moc pružně mi to ale nejede, asi budu muset tu jednu část přetisknout, měl jsem tam defaultní supporty a imo to moc poškodily).
Řeší komfort zavádění pokud selektor funguje hladce, ale ne když mám ty pfte tuby do mmu3 zavedené shora místo zespodu, takže tužší ("made for prusa") fillament je prostě příliš otočený nahoru a ani přitlačený tím body, není přitlačen dostatečně a čouhá nahoru.
Dost hraje i roli, kudy jdou ptfe tuby - když je mám ze strany jako na fotce, ten filament jede bokem, když je rukou přidržím uprostřed, pojedou rovněji (ale v případě toho bílého pořád příliš mimo, je nějaký tužší) - prostě hrubě předpokládají, že je máš vedené zespodu s buferem horizontálně na úrovni tiskárny. Úpravou pozice potrubí to mohu ovlivnit, ale na "správnou" pozici není uvnitř místo.
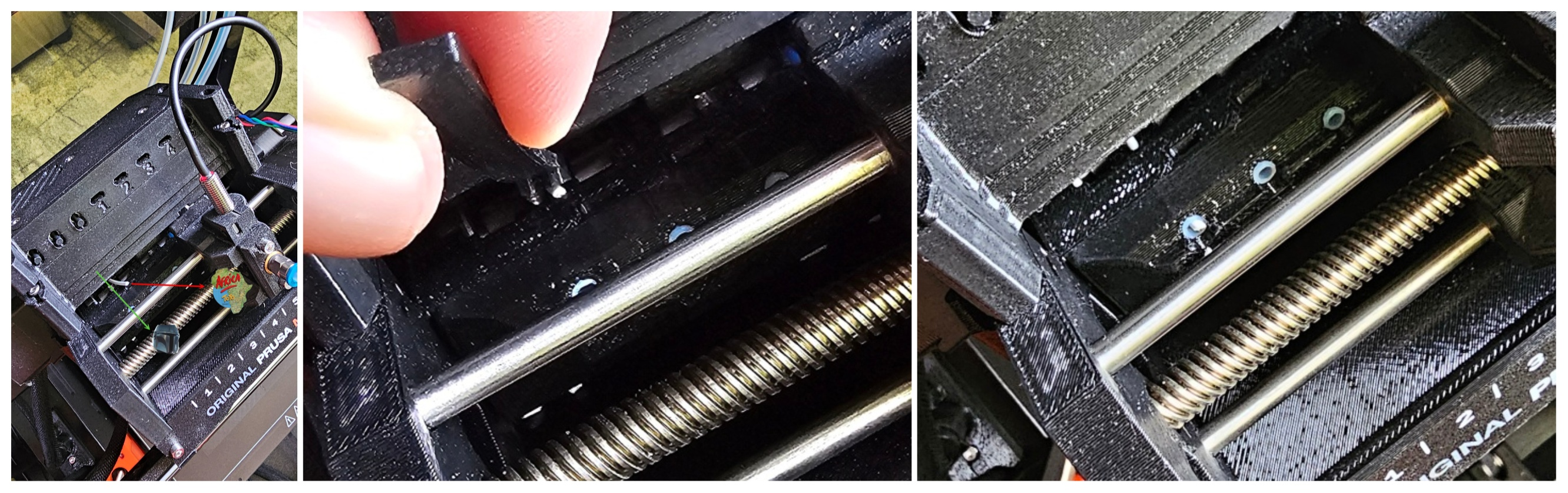
Udělal jsem si hrabičky, kterými to tam umím nacpat - pak už to funguje fajn - ale musím mít jak přístup k mmu3 zezhora, možnost posunout ručně selektor (když selže automatické zavádění, protože proč by na to mělo být menu; pokud zavádím manuálně, tak to naštěstí zrušit a posunout jde) a možnost hýbat filamentem.
Takhle se mi k tomu přistupuje asi nejlépe - ale to nepůjde s repboxem nahoře v těch černých packách.

Vlastně ještě musím vymyslet, jak budu tahat fillament z repboxu, abych ho vůbec zavedl. Asi budu muset mít ty pfte volněji, abych je mohl z repboxu vytáhnout, natlačit fillament do tiskárny a pak zase nasunout. V tom původním modelu jsem to mohl dělat přes pfte navolno zastrčený do koncovky na střeše, teď jedou všechny přímo do mmu3.